Rechargement additive laser

Fabrication additive poudre

Optiques rechargement laser



Rechargement additive laser
Fabrication additive poudre
Optiques rechargement laser
Rechargement additive laser
Fabrication additive poudre
Optiques rechargement laser

Fiber laser cutting

Fine laser cutting for medical
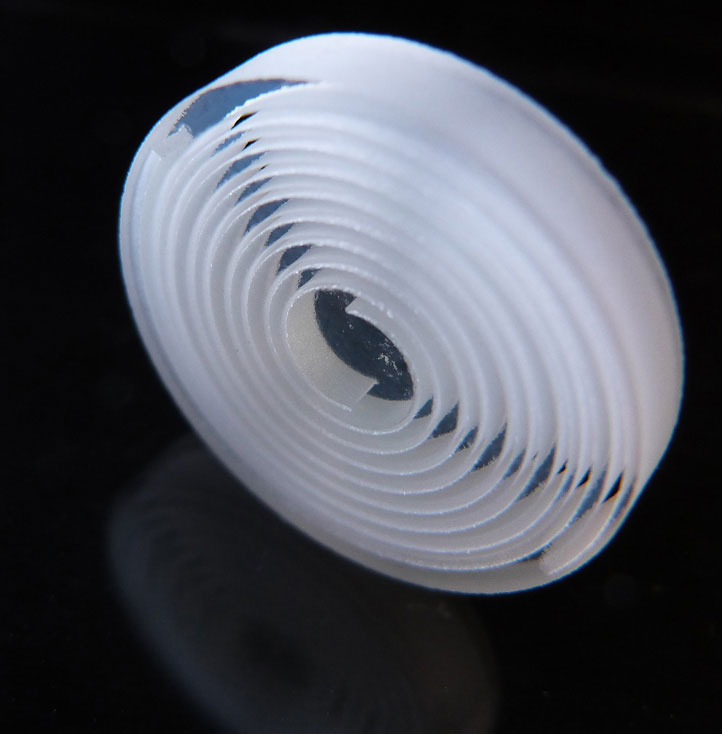
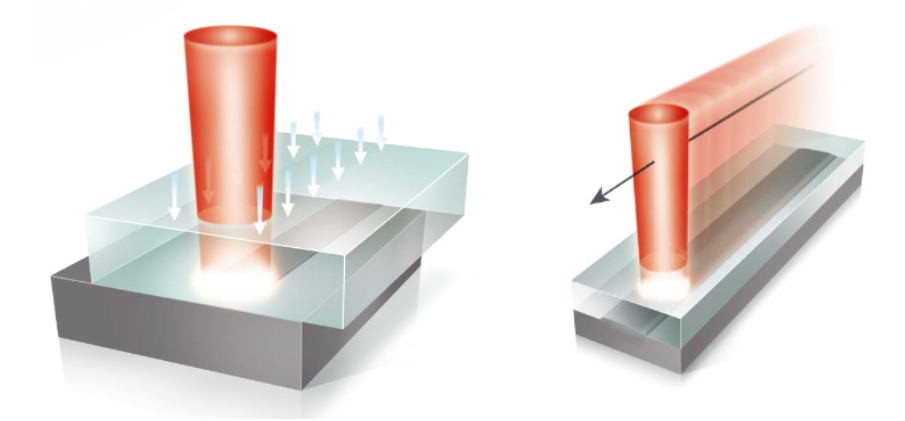
Glass spiral laser cutting Nano second green laser
Découpe laser à fibre
Découpe laser à fibre
Découpe laser vert nano seconde

Soudure forte épaisseur

Soudure par conduction

Soudure par conduction
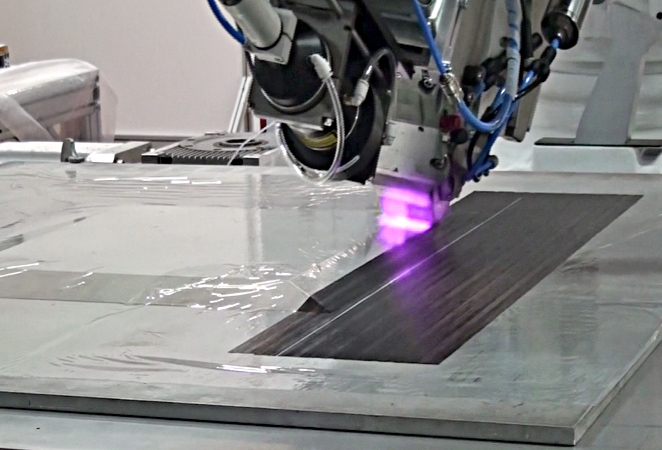
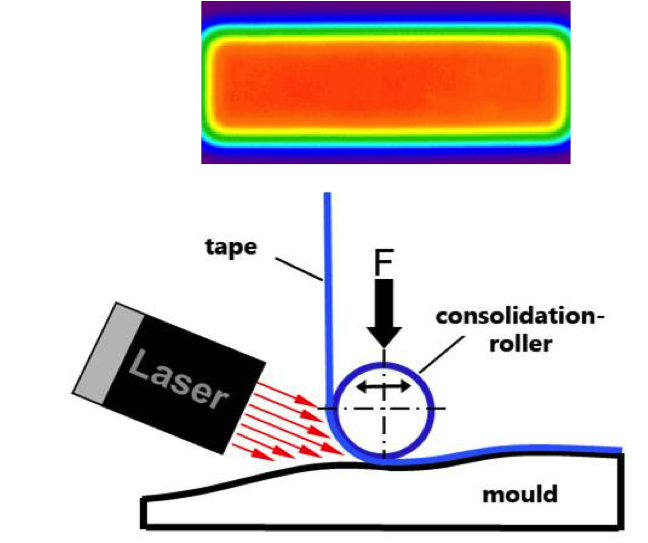
Principe du soudage par laser des thermoplastiques

Soudage par laser à diode Laserline des hayons de véhicules