High thickness weld

Conduction welding

Conduction welding
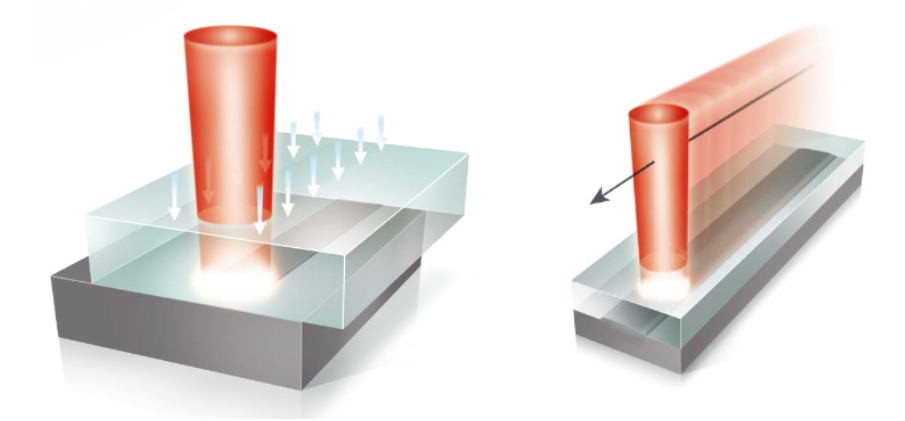
Principle of laser welding of thermoplastics


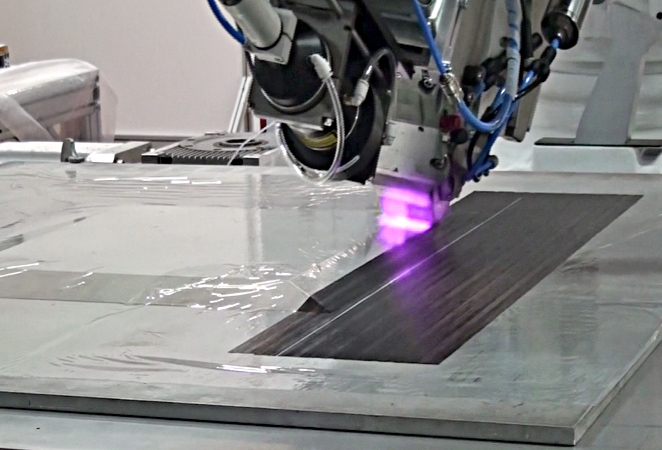
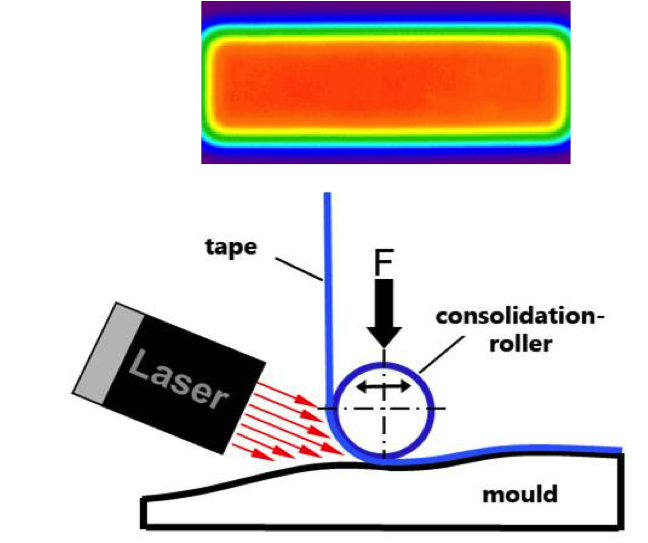
Principle of Laserline diode laser layup of carbon fiber parts